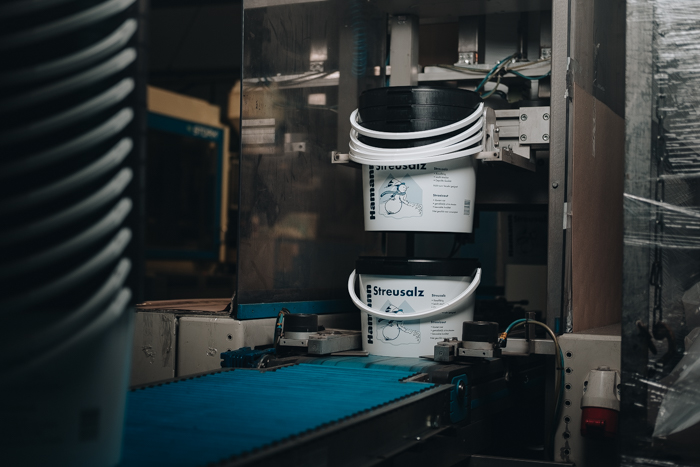
INJECTION MOULDING
In injection moulding of plastics, hot and thus liquefied thermoplastics are injected into a mould under high pressure by an injection moulding machine. The liquid plastic fills the cavity of the mould. The mass cools down in the temperature-controlled mould, becomes solid and thus forms the desired product. When the product has cooled down sufficiently to achieve sufficient rigidity for demoulding, the mould is opened and the workpiece is removed. Only polypropylene (PP) is used for the mass production of thin-walled packaging products at BKT, especially the bucket and the lid. The handles are also produced by injection molding on other molding tools and are usually automatically mounted to the buckets.
READ MORE
Rejects arising during production start-up and running-in, in case of malfunctions or e.g. colour changes are collected, recycled and reused.


BLOWMOULDING
In addition to injection molding of packaging buckets, BKT also uses extrusion blow molding to produce hollow bodies such as canisters, wide-necked cans or bottles. The melted plastic (we only use HDPE) is pressed through a nozzle with a screw conveyor and a tubular preform is produced. This is taken over by the blow mould, inflated by compressed air and thus adapted to the inner contour of the mould. Through contact with the mould wall and further air blown in, the hollow body cools down. As soon as it has sufficient strength, the mould opens and the waste or slugs that are usually produced at the bottom and at the interface between the mould halves are sheared off. These slugs are ground and directly fed back into the blowing process, remelted and processed.
As in injection moulding, the products can be coloured with colour masterbatch as required.
DECORATION PROCESS
BKT has the possibility to decorate buckets using various methods. The highest quality option is offered by the so-called In-Mould-Labeling (IML) process. In this process the decoration is carried out in one step with the production by injection moulding. For this purpose, a printed polypropylene IML label is inserted into the mould by a robot. The molten PP is then injected into the mould at high pressure. During the injection process the plastic of the bucket melts with the label and forms a unit. The finished decorated bucket is thus produced in a single production step.
READ MORE
- Optimum printing of labels with up to 8 colours and elaborate graphic design options
- Decoration of the entire surface of the bucket
- Additional design options with regard to visual and haptic variants via the label selection, if desired better resistance e.g. to moisture, temperature or scratches
- Environmentally friendly, as the label and the bucket are made of the same material and are therefore fully recyclable
- Production and thus cost advantages through process shortening and reduction of logistics and storage costs
In addition to IML decoration, we can also decorate the buckets by printing according to customer specifications. On the one hand, there is the possibility to design the buckets with up to 4 colours in offset printing. In this process the colour is transferred to the rotating bucket by a roller. In the printing plant, the ink is dried directly with UV light and thus solvent-free.
As an alternative to offset printing, the buckets or bowls can be decorated at BKT using the screen printing process. In screen printing, a screen is produced based on the customer’s artwork. One colour is applied to the wall surface of the container through the screen. At those parts of the screen where, according to the print image, no colour is to be printed, the mesh openings are made impermeable to colour by means of a stencil. Multicolour printing is relatively costly, as the bucket has to go through the entire printing and drying process